Есть несколько очередей производства. Какими из них пользовать — это зависит от типа производства и длины вашей цепочки изготовления.
Короткие сроки изготовления (один-три дня) — пользуйтесь очередью изделий, запускайте все ПЗ из нее.
Длинные сроки производства — пользуйтесь ступенчатым запуском. Сначала заготовки, затем очередь кооперации (если есть кооперация), затем ОГП, затем уже финальная сборка (очередь изделий).
Ступенчатый запуск нужен, чтобы не резервировать слишком рано покупнину под поздние ПЗ (сборочные).
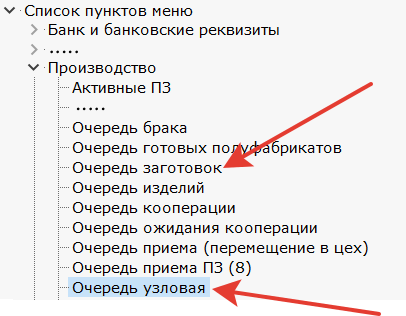
Очередь узловая (ОУ) (Главное меню → Производство → Очередь узловая).
Это базовая очередь, на основе которой сделаны все остальные. Иными словами ОУ — это предок всех очередей и в этой очереди показываются вообще все узлы/сборки/детали. Пользоваться ей не стоит, кроме редких случаев.
На основе узловой очереди сделана еще Очередь заготовок. В этой очереди только те компоненты, которые в классификаторе отмечены типом «Деталь». По сути это очередь для заготовительного участка.
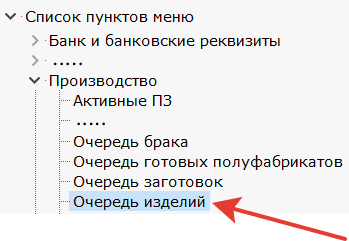
Очередь изделий (ОИ) (Главное меню → Производство → Очередь изделий).
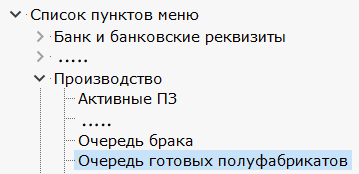
Очередь готовых полуфабрикатов — это очередь максимально высоких узлов/сборок, которые можно начать и закончить с точки зрения наличия комплектующих.
Откройте очередь.
Все производственные очереди формируется автоматически после запуска заказа в работу. Если система считает, что вашу позицию производить не надо, она об этом просигнализирует, удовлетворив ее какими-то запасами.
Кстати, наблюдать за состоянием дел в ваших заказах вы можете в очереди отгрузок.
Из очереди изделий вы будете формировать производственный план-график.
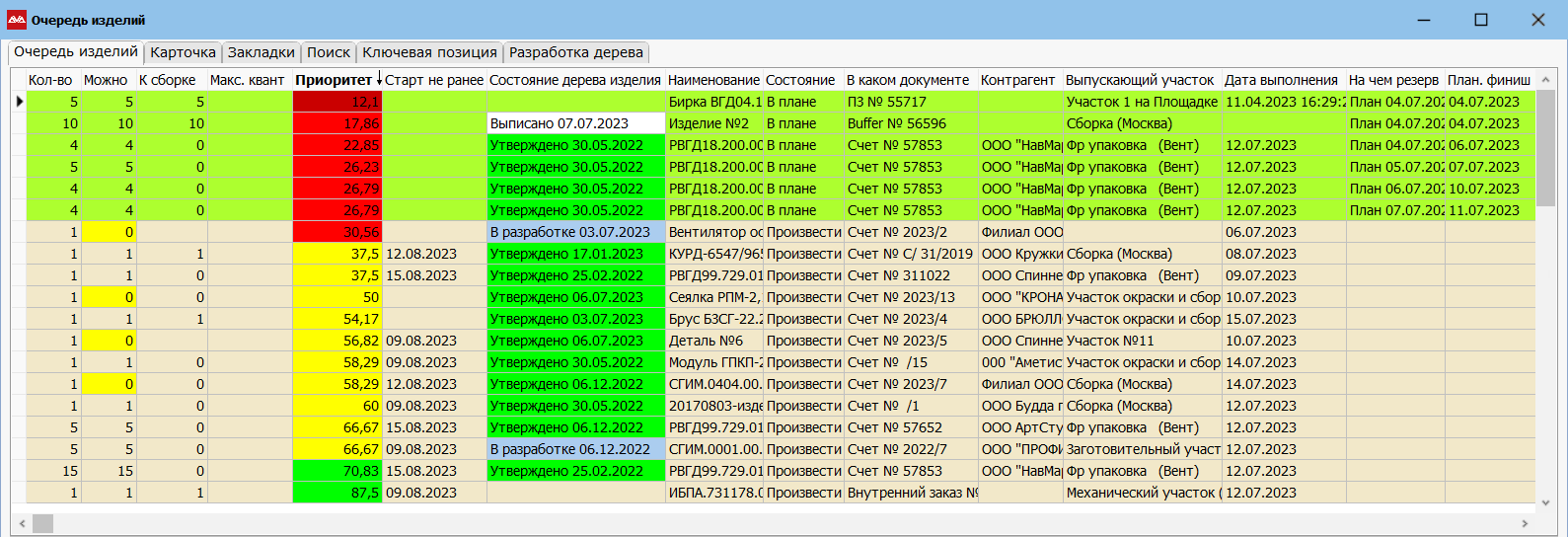
В колонках очереди производства отражаются:
«Нужно сейчас». Сколько нужно запустить, чтобы довести производство до конца. На остальное количество не хватает материала в каких-то других ветках изделия. Эта колонка отражается только в узловой очереди. Потому, что в ОИ эту ситуацию отражает колонка «Можно».
«Можно». Это количество мы можем запустить прямо сейчас и закончить, учитывая очередность. Если колонка «Можно» окрашена в желтый цвет, это значит, что мы не можем произвести столько сколько нужно. Что именно мешает можно увидеть в закладке «Ключевая позиция».
Колонка «К сборке» показывает, сколько можно выпустить этого узла/детали/изделия без запуска ПЗ на других участках.
«Можно», «План», «Макс квант», «Запустить» — об эти колонках в инструкции по составлению производственного плана графика.
«Покупнина не ранее». Самая поздняя дата прихода из всех комплектующих, которые в данный момент отсутствуют.
Колонка «ОГП» в очереди изделий показывает, есть ли по этому изделию в очереди готовых полуфабрикатов что-то, что можно запустить (указано «ДА»).
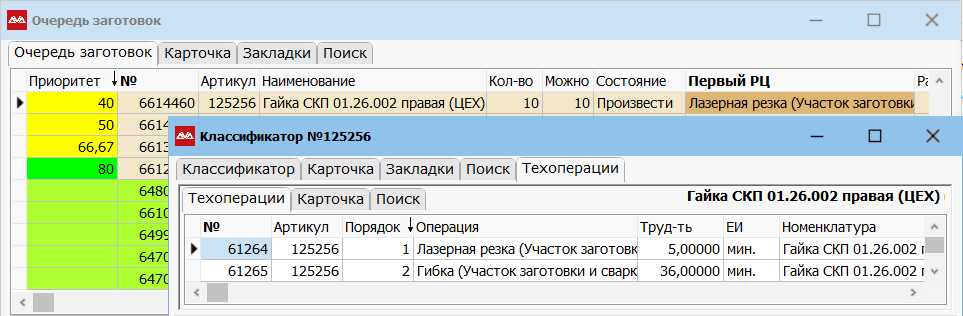
«Первый РЦ» в очереди заготовок показывает название стартовой техоперации. Например, у артикула 125256 две ТО — Лазерная резка (первая) и Гибка (вторая), в колонке «Первый РЦ» будет показана стартовая ТО — Лазерная резка.
«Стартовый участок» и «выпускающий участок». Стартовый участок — самое главное, именно на него выдается ПЗ и на его склад формируется перемещение. Выпускающий участок — если у изделия участок указан на карточке в классификаторе, то показываем его. Если на карточке классификатора участок не указан, то берем его из последней по порядку ТО этой позиции. Если там несколько ТО с одним порядком, то берем тот участок, который указан у основного РЦ.
Про обновление очереди производства читайте тут.